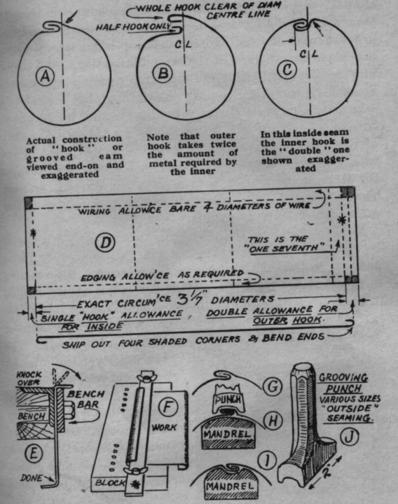
 Fig. A shows an outside seam, Fig. C shows an inside seam. They're
made the same way exceot that the tools for locking them are
different. See Figs. H & I.
Fig. A shows an outside seam, Fig. C shows an inside seam. They're
made the same way exceot that the tools for locking them are
different. See Figs. H & I.
The description in the diagram of how to allow for the metal in the seam is a bit confusing. Here's another way to think about it. Note that the completed joint has four layers of metal so you will need enough to make a circle of the desired size plus three times the width of the seam. If, for example, you're going to turn up a 1/4" for the seam (as shown in Fig. E), then you will need:
Smidgen? Well, the bends themselves take up a tiny bit. And then, when the lockseam tool (Figs. H & J) closes the seam, just a tad of extra metal is used at one of the the points indicated by the arrow in Fig. A and the rightmost arrow in Fig. C (depending on whether you're making an inside or outside seam.) The size of the "smidgen" depends on the thickness of the metal and how tightly you hammer down the seam.
I don't have the grooved mandrel but I do have several of the lockseam tools so I make outside seams whenever I can. Note that the width of the groove in the tool (Fig. J) has to be right for the width you've chosen for the seam. Or, if you have one tool, you have to size the seam so the tool will close it properly.
If the depth of the groove in the tool isn't exactly right for the thickness of the metal, you can gently hammer the seam tighter after locking it with the tool. But you have to be carefull not to hammer it down really hard, lest the joint begin to unlock, open up or go a bit wonky.
If you're making a lockseam tool, note that the edge of the groove that presses the metal into the dog-leg configuration to form the lock should be very slightly rounded, not sharp. You don't want to cut the metal by pinching it between a sharp edge and the mandrel.
Ignore the reference to "wiring allowance" in Fig. D. It's not relevant to the lockseam. The diagram uses 3-1/7 instead of a decimal value of pi. For my money, multiplying an inch-fractional measure by 1/7 and converting back to sixteenths is way more onerous than doing all the arithmetic in decimal and converting to sixteenths. YMMV.
Image is from Dyer, Herbert J., How to Work Sheet Metal, Model and Allied Publications Ltd, 13/35 Bridge St., Hemel Hempstead, Herts. 1951. p, 47. Distributed by Argus Press Ltd., 12/18 Paul St., London, E.C.2. Original price 45p.
This is a very handy little book to have if you occasionally have to do a sheet metal project and need tips. Also good if you want to learn quite a lot about traditional sheet metal techniques and tools.